
全国咨询热线
全国咨询热线


[编辑简介]:结合秦皇岛百工钢铁有限公司680M3高炉电气自动化仪表控制系统的现场实际情况,重点阐述了亿维UN200和UN300系列PLC扩展模块合理应用于上料系统、热风炉系统、布袋除尘系统、高炉上料配电系统、本体仪表检测系统、鼓风机房系统、水泵站系统及画面监视、软件功能等系统中成功案例。本文将主要介绍上料PLC主站、本体PLC主站、热风PLC主站、布袋PLC主站等四套PLC系统组成设计方案。
一、系统总体设计思想
REC650 1MRK008514-CB根据高炉工艺,采用合理的方式,以低成本高性能的总体思想进行设计。自动化系统采用三电一体化开放式结构,为今后系统的扩展创造条件,留有区域级计算机及全厂管理计算机的接口能力。
根据高炉系统分散的特点,采用主从网络结构:分站通过网线再连接至主站系统,减少电缆用量、方便维护,使成本大大降低。如亿维的IM153-1就可作为单个从站,可在高炉设备就近配电室安装。布袋反吹采用矩阵的方式进行设计,结构简单,采用的模块点数成倍减少。
系统采用亿维PLC作为基础控制站,完成对现场工艺设备的控制及监测;上位操作采用亿维工控机作为操作站,进行人机对话,对现场设备运行情况及各种仪表参数进行实时监视。系统在正常生产情况下以全自动为主,各上位机互为备用,在设计上充分考虑上位机自动、手动和机旁箱手动,以保证在各种情况下生产的正常运行。
自动化装置的选用原则上采用目前检测水平的新技术、新设备,同时考虑控制系统的构成简单、实用、性能可靠,充分满足工艺要求。确保产品质量并保证系统整体满足工艺要求和性能的情况下减少投资。
二、系统配置
REC650 1MRK008514-CB本系统完全为高炉操作提供服务,使被控设备能在主控楼的计算机上方便的进行集中操作,并对这些设备的运行情况做如实的记录
1、自动监控系统:
1.1 采用的网络结构
REC650 1MRK008514-CB上位机采用工业以太网,充分满足上位机之间数据传输量大的要求;PLC与远程站之间采用PROFIBUS-DP现场总线,以满足现场数据传输的实时性和可靠性;网络框图如图一所示:
图一
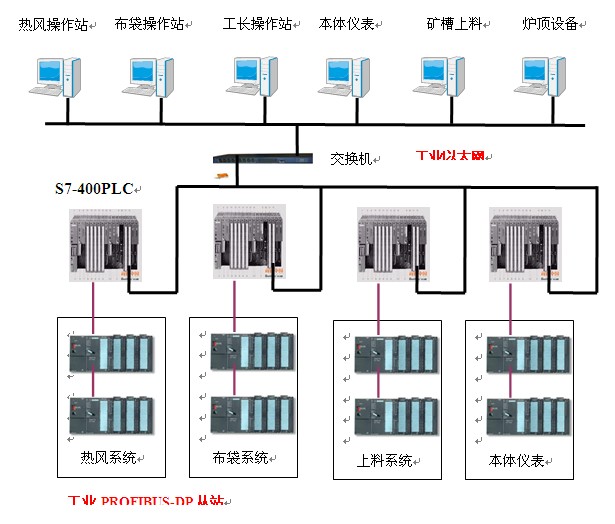
主要有六台工控机作为操作站,分别为热风、布袋、工长操炉、本体仪表、矿槽上料、炉顶设备组成,可互为备用。
PLC有四套siemens 400系列主PLC系统组成,上料PLC主站、本体PLC主站、热风PLC主站、布袋PLC主站,下设各自的扩展模块完成系统的控制和数据采集。经PROFIBUS-DP网络与操作站之间完 成数据交换。
1.2软硬件设备组成
☆ PLC选用亿维200+300组成的高性能低成本模块结构。
☆ 计算机操作台:不锈钢面操作台
☆ 编程软件选用STEP7 V5.4,组态软件选用我WINCC 6.0 SP3
三、热风炉控制系统
本高炉配有三座热风炉,主要负责燃烧、蓄热、给冷风加热,并将热风送进高炉。由于一座热风炉是间断的热交换,而高炉需要连续的热风,所以三座热风炉按周期性工作,包括燃烧、闷炉、送风三个过程。
热风炉顺控系统设有以下几种操作方式:全自动、半自动方式、CRT手动方式、机旁箱操作
热风炉工作状态介绍
一个热风炉可在“送风”向“闷炉”至“燃烧”状态,也可从“燃烧”向“闷炉”至 “ 送风”转换。
“送风”指的是热风炉被充压,且冷风阀和热风阀两者均被打开,所有其它的阀门均关闭(不包括混风切断阀和换热器各阀门)。
“燃烧”指的是热风炉被减压,冷风阀、热风阀和冷风充风阀关闭,废气均压阀打开,助燃空气和煤气引入热风炉。
“闷炉”指的是热风炉所有阀门均关闭,但压力控制仍在工作,预备着一个热风炉随时变为充压或均压状态。
热风炉工作制度:
正常情况下热风炉采用并联送风,或二烧一送工作制,非正常操作为一烧一送工作制。
每座热风炉可以在“焖炉”、“送风”、“燃烧”三种状态之间自动转换,各阀开关受PLC程序控制,发出换炉指令后,热风炉设备按工艺要求顺序进行有关联锁动作。
四、高炉煤气干式净化控制系统
高炉煤气除尘设施是高炉的配套设施,其目的是净化高炉煤气,提高煤气质量。高炉煤气经重力除尘器除尘后,进入布袋主箱体下部,煤气穿过布袋时其所携带的灰尘被布袋截留,进行过滤净化后的煤气经高压阀组输送给热风炉或煤气管网供用户使用。布袋除尘过滤后的尘灰由脉冲阀冲扫,落至储灰仓;打开卸灰阀,由刮板机输出,用斗提机送入高位灰仓。
1、本套设施共设计了三种反吹方式,时间反吹(设定时间到)、压力反吹(压差高于设定值)、手动反吹。
2、除尘系统包括反吹和卸灰两个控制流程,均能单独实现手动、半自动和自动三种控制方式:
反吹自动方式为:差压反吹、定时反吹。差压反吹即当箱体差压高于设定差压值(3KPA)时开始自动反吹;定时反吹即当计时时间达到设定的反吹时间后开始自动反吹。
雄霸工控

微信二维码
Copyright © 2022-2024 厦门雄霸电子商务有限公司 版权所有 备案号:闽ICP备14012685号-33