
全国咨询热线
全国咨询热线


MAP55-1024 ADSD-AS系列交流异步伺服驱动器基于DSP+IPM的硬件平台,性能稳当、响应速度高、功能完善,具备多种控制方式、灵活的外部端子运行方式、方便的运行信号自定义等,保护功能完善,提供标准RS485通讯方式,可适配SIEMENS、FAGOR等进口数控系统及国产的广州数控、华中数控、台达数控、大连数控等,性价比较高,可广泛应用于机床、包装印刷、纺织印染、橡塑机械等行业,可提升设备档次、提高产品质量、提高效率、改进工艺、降低单位产值成本。尤其用于塑料螺杆挤出机上,上述特点更为明显。
应用于螺杆挤出机的改造目的
● 提高塑料螺杆挤出机的性能与档次、提高所加工产品的内在质量与外观质量。
● 简化塑料螺杆挤出机的机械结构、减少铸造、机加工过程、缩短整个设备的安装调试周期、节约钢材、降低设备维护成本。
● 在电气方面降低塑料螺杆挤出机的整体装机容量,降低电耗、节约电费。
● 改善工艺提高生产效率,节约制造成本。
塑料螺杆挤出机改造前、后系统组成与分析
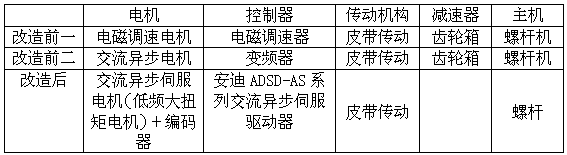
MAP55-1024螺杆改造前的螺杆机采用传统的电磁调速电机加电磁调速器或交流异步电机加编码器,为了满足螺杆机的低速(最高150转左右)转矩要求,必须加大电机容量配备减速箱。改造后,由于交流伺服系统的优良特性低频转矩性能大大提高,减小了电机容量、取消了原有机构中的减速箱(或减小了减速箱的速比),螺杆机的系统结构得到简化、性能得到提到,从而使设备生产厂家及设备使用取得一定的经济效益。
改造案例与分析
案例一
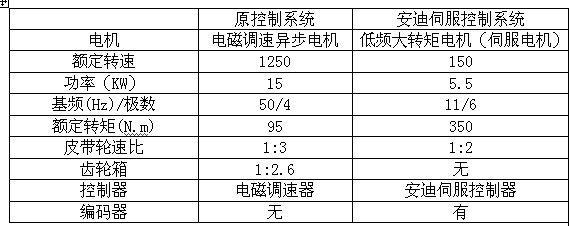
MAP55-1024分析:本方案是改造一台生产比较早的老式螺杆挤出机,1000多转的额定转速,却长期工作在100多转,电机性能达不到最佳状态,为了满足工况要求不得不加大电机选型增加了能耗。另外,效率也较低,造成很大的浪费,加工的产品质量也不高。而改造后,由于采用了低频大转矩电机与伺服控制器,使电机工作于最佳状况,不但降低了能耗,也提高了螺杆机的效率,提高了所加工的产品质量。
案例二
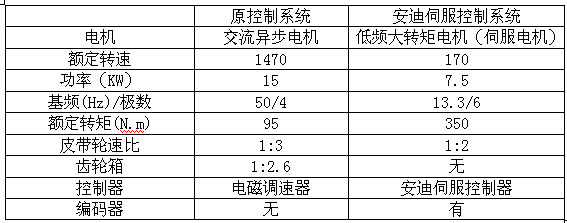
分析:本方案是改造一台目前通常在采用的变频调速方式的螺杆挤出机,虽然采用了变频器改善了调速性能。但,系统的电机长期处于低频工作的状况,并没有得到根本改善。而改造后,于案例一相同,由于采用了低频大转矩电机与伺服控制器,使电机工作于最佳状况,不但降低了能耗,也提高了螺杆机的效率,提高了所加工的产品质量。
结论:综上所述由于塑料螺杆挤出机设计的螺杆转速较低,最高转速多在150左右。选用现行的电机拖动方式,都要求较高减速比,控制器的调速范围与控制精度也较低,而采用安迪数控提供的方案,降低了电机的额定点,额定转速达到200rpm以下。而由于低频电机的输出转矩的大幅提升,可减小系统齿轮箱速比或取消齿轮箱,只保留一级皮带减速或链条减速,简化了设备结构、节约了成本,也有效防止了由于机械环节堵转而损坏电机。另外,电磁调速与变频调速都存在一定的缺陷。滑差调速,精度低、调速范围小;变频调速在电机低速时转矩与效率都明显降低。因而,为了满足工况不得不加大电机容量。而安迪伺服驱动器可保证电机基频以下恒转矩输出,并有三倍额定转矩的过载能力,可稳定、精确的控制电机。与传统控制方式比,有较大技术优势,有效降低了用电量、提高控制精度、提高了设备的效率、提高了用户的产品质量。提高了塑料螺杆挤出机的性能,提高了企业在同行中的竞争力,并最终带来一定的经济效益。
雄霸工控

微信二维码
Copyright © 2022-2024 厦门雄霸电子商务有限公司 版权所有 备案号:闽ICP备14012685号-33